
A packaging plant in Poland tried to run 100% post‑industrial recycled LDPE on an older single‑screw extruder. The screw had a 24:1 length‑to‑diameter ratio. The recycled pellets, which have a wider molecular weight distribution than virgin resin, did not melt uniformly. Hard spots clogged the screen pack, the melt pressure spiked, and the line stopped every two hours for a screen change. The operator switched to a bubble film machine with a 30:1 L/D ratio. The longer barrel gave the recycled material more time to homogenize. The melt pressure stayed stable, and the line ran for a full shift without a screen change.
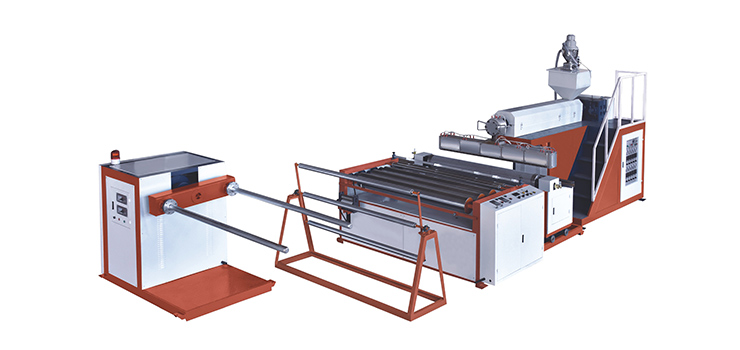
A bubble film machine is a single‑screw extrusion line that melts polyethylene resin, extrudes it through a flat die, and forms air‑filled bubbles on a chilled forming roll. The RK series covers widths from 1000mm to 3500mm, outputs from 80‑200 kg/h, and runs at speeds of 50‑150 m/min. It accepts virgin LDPE, LLDPE, and up to 100% recycled material when the screw L/D and cooling system are correctly configured.
This article explains why the 30:1 L/D screw is the minimum for processing recycled content, how the bubble forming roll and vacuum system create uniform bubble height, where the water‑cooled roll prevents bubble collapse at high speed, and why closed‑loop tension control on the winder prevents roll telescoping.
The extruder screw melts the plastic pellets and pushes the melt toward the die. The L/D ratio (length divided by diameter) determines how long the material stays in the barrel. A 24:1 screw has a shorter melt path; a 30:1 screw has an additional six diameters of mixing length. For virgin LDPE, which has a narrow molecular weight distribution and consistent melt flow, the 24:1 screw is sufficient. For recycled material, which can contain mixed‑source LDPE with different melt indices and sometimes trace contamination, the longer barrel is essential.
The RK series uses a 30:1 L/D barrier screw with a mixing section at the end of the metering zone. The barrier flight separates the melt from the solids, preventing unmelted particles from reaching the die. The mixing section homogenizes the melt temperature across the barrel cross‑section, eliminating the cold core that would cause bubbles to collapse when they hit the forming roll.
A 30:1 screw also increases output by 20‑40% compared to a 24:1 screw of the same diameter, because the longer melting zone allows a higher screw speed without degrading the melt. For a plant running 100% recycled LDPE, the 30:1 ratio is not an upgrade; it is the minimum specification.
The screen pack filters contaminants from the melt. As the screen fills, the pressure before the screen increases. A new screen pack has a pressure drop of 2‑4 MPa at normal output. When the pressure rises to 7‑8 MPa, the screen must be changed. A 30:1 screw running recycled material will maintain a stable pressure for 8‑12 hours. A 24:1 screw running the same material will see the pressure double within 2‑3 hours because the unmelted particles plug the screen faster
The bubble forming roll is a chilled steel cylinder with thousands of small cavities machined into its surface. After the film exits the flat die, it passes over the forming roll. A vacuum system inside the roll pulls the hot film into the cavities, creating the bubble shape. The chilled roll surface solidifies the film before the bubble can collapse.
The RK series uses an internal circulation chilled water design for the forming roll. Water at 8‑12°C circulates through the roll, extracting heat from the film at a controlled rate. If the roll is too cold, the film freezes before it fully conforms to the cavity, producing shallow bubbles. If it is too warm, the bubble collapses before it reaches the sealing station. The operator sets the roll temperature via the PLC.
The vacuum level determines the bubble height. A bubble that is too tall (more than 2mm for a 10mm diameter bubble) will not provide uniform cushioning; a bubble that is too flat (below 0.5mm) offers no protection. The required vacuum pressure is typically 0.02‑0.04 MPa, adjusted based on film thickness and line speed.
| Parameter | Typical Value |
|---|---|
| Forming roll temperature | 8‑12°C (chilled water) |
| Vacuum pressure | 0.02‑0.04 MPa |
| Bubble diameter options | 6‑20mm (interchangeable rolls) |
| Film thickness range | 0.03‑0.15mm |
| Bubble height uniformity | ±0.1mm across width |
A weekly maintenance check should include cleaning the forming roll vacuum holes with a compressed air gun. A blocked vacuum hole produces a flat spot on the bubble film, which becomes a weak point when the film is used to wrap heavy parts. The bubble machine operates at speeds of 5‑50 m/min (up to 150 m/min on high‑speed models), and the roll is designed to run at these speeds without vibration.
A bubble film machine running at high speed must maintain consistent film thickness. If the film thins out, the bubble wall becomes weak and can burst. If it is too thick, material cost rises, and the bubble height becomes inconsistent.
The RK series uses automatic thickness adjustment controlled by a non‑contact infrared sensor mounted above the bubble forming roll. The sensor measures the film thickness at 10‑20 points across the width 100 times per second. When a thin spot is detected, the control system sends a signal to a heating bank in the die, raising the local melt temperature to increase flow and thicken the film. The response time is under 0.5 seconds, fast enough to correct a thin spot before it reaches the forming roll.
The cooling system also contributes to thickness consistency. The film must be cooled from 180‑200°C (extrusion temperature) to below the melt point (approx 110°C) before it exits the forming roll. For a single‑layer machine, the chilled roll alone is sufficient at speeds up to 60 m/min; for speeds above that, an additional air cooling station is recommended.
Take a 100mm length of bubble film from the start, middle, and end of a roll. Using a depth gauge, measure 10 bubbles in a row at each sample. The maximum variation should be less than 1.5mm. If the bubbles at the edge of the film are shorter than those in the middle, the vacuum pressure is uneven across the roll width. Clean the vacuum holes and check for roll wear. A worn forming roll will produce a pattern of low bubbles that repeats every revolution of the roll.
A roll of bubble film that telescopes — the edges shift so the roll no longer has a flat face — is unusable on a bag‑making or laminating line. Telescoping happens when the winding tension is not matched to the film roll’s increasing diameter. At the start of a roll, the core is small, and the tension needed to pull the film is low. As the roll grows, the same torque will over‑tension the outer layers, causing them to slip.
The high‑speed model uses a turret surface winder with a driven winding drum. The drum contacts the finished roll directly, pulling the film by friction. The winder is servo‑driven, so the torque is reduced automatically as the roll diameter increases. The operator sets the taper tension profile — a curve that describes how much torque reduction to apply at each roll diameter — through the PLC touch screen.
For a 3500mm wide film, a telescoping roll can shift by 50‑100mm, rendering the entire roll scrap. The closed‑loop tension control keeps the roll edge alignment within ±2mm from core to full diameter.
The winder also includes an edge trim slitting station. The operator sets the finished roll width, and the slitting knives cut the excess film from both edges. The edge trim is sucked away by a vacuum system and can be fed directly to a granulator for recycling back into the extruder. For a plant running 100% recycled LDPE, the edge trim return reduces material cost by 5‑8%.
| Winder Parameter | High‑Speed Model | Standard Model |
|---|---|---|
| Max roll diameter | 1200mm | 800‑1000mm |
| Winding type | Turret surface | Single surface |
| Tension control | Closed‑loop servo | Open‑loop dancer |
| Edge trim slitting | Standard | Optional |
| Max width | 3500mm | 2000mm |
The most common operator error on a bubble film machine is ignoring the cooling water temperature. The chilled water system has a chiller unit that maintains the water temperature, a pump that circulates it through the forming roll, and a filter that removes debris. If the chiller is set to 10°C but the water returning from the roll is 15°C, the cooling capacity is insufficient.
The operator should check the water temperature at the roll inlet and outlet every hour. A ΔT (temperature rise) of more than 5°C indicates that the roll is not extracting enough heat — either because the water flow is too low or because the roll surface is fouled. A fouled forming roll can be cleaned with a soft brass brush and a mild solvent. Steel wool will scratch the chrome surface, creating nucleation points where the film sticks.
The cooling water must be treated to prevent scale buildup inside the roll. Untreated hard water will deposit calcium carbonate on the inner walls of the roll, insulating the steel and reducing heat transfer. A chiller that operates with scaled‑up rolls will run constantly, wasting energy. A descaled forming roll drops the required chiller power by 15‑20%.
A co‑extruded bubble film with multiple layers (base layer, bubble layer, sealing layer, and intermediate barrier layers) must be cooled between each extrusion station. If the layers are not cooled, the heat from the first layer will remelt the second layer before it solidifies, causing the layers to mix. The multi‑layer machine has independent cooling zones between each extruder, allowing the operator to set the temperature for each layer individually. For bubble film used in pharmaceutical packaging, where the sealing layer must be free of contamination from the bubble layer, the inter‑station cooling is mandatory.
Ruian Ruikang Machinery has manufactured bubble film extrusion equipment for the packaging industry. The RK series bubble film machines are designed for converters who produce air bubble film for e‑commerce, furniture cushioning, and industrial wrapping. Single‑screw models accept LDPE, LLDPE, and recycled material, run at 50‑150 m/min, produce 80‑200 kg/h output, and include a 30:1 L/D barrier screw, chilled water forming roll, vacuum bubble formation with interchangeable bubble size rolls, PLC touch screen control with auto thickness adjustment, and surface winder with closed‑loop tension control. Multi‑layer models produce up to 7 layers of co‑extruded bubble film for barrier packaging. CE and ISO 9001 certified.
A bubble film machine that processes recycled LDPE without clogging, forms uniform bubbles at 150 m/min, and winds telescoping‑free rolls reduces material cost and downtime for a packaging converter who runs a mix of virgin and recycled stock.
[Request a quote from Ruian Ruikang Machinery]
Send Ruian Ruikang your required film width (1000‑3500mm), output target (kg/h), and recycled content percentage to receive an RK series bubble film machine quotation with a forming roll recommendation.